Reel Bearings - 101 Class is in Session
Introduction: Everything you wanted to know about fishing reel bearings, including how they are created, and what role they play in reel operation. Class is in session as bearing guru, ChuckE, explains the ins and outs of reel bearings in "Bearings 101."
Background: Ball bearings and roller bearings are the most common types of anti-friction bearing found in today's modern fishing reels. However, that was not always the case, and early reel bearings were really nothing more than a guide or alignment sleeve which had a rotating component traveling through it (very similar to a sliding friction bearing). Frequent cleaning and lubrication was often required to maintain performance in these early reels, since the guides tended to wear quickly. So over time, reel manufacturers eventually adopted more robust designs, to reduce friction, corrosion and wear. Ball, roller, journal, needle, thrust and tapered bearings have all been used in reels over the past 100 years.
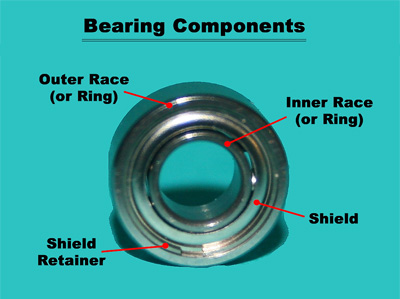
Anti-friction bearings operate under the principle of rolling friction, where balls or cylinders roll between two metal sleeves to overcome friction. The sleeves are actually round grooved tracks that the balls or rollers ride between, which are called races (or rings). Friction is reduced in this type of bearing because only two points on each rolling member actually contact the races at any one point in time. Roller bearings are typically used in lower speed but higher load applications because more of the roller is in contact with each race. Whereas, ball bearings are used in higher speed and lighter load applications because they have less friction. Ball bearings may also be equipped with shields or seals, which cover part of the area between the races.
The balls or cylinders in an anti-friction bearing are held in place by a cage, which keeps them evenly spaced around both races. There are many different types of cage designs used in anti-friction ball bearings, but the most common type used in fishing reels is a stamped metal cage, which uses a very light metal frame to contain the balls. The most common cage used in reel roller bearings incorporates an injection molded plastic formed into a spacer.
Reel ball bearing shields and seals are designed to keep lubricants in the bearing and contaminants from entering the bearing. Some bearing shields are not removable, which can make cleaning and re-lubrication more difficult, and other bearings use a shield design that only covers part of the opening.
Ball bearings may also be equipped with removable shields or seals that allow for easier cleaning and lubrication. This type of bearing is frequently used where grease is used to lubricate the bearing, since grease is more difficult to remove and replenish than oil lubricants. All removable shield reel bearings have a spring metal retainer that fits into a groove on the outer race, so the shield is firmly attached to the outside race, and it never really contacts the inner race.
The easiest way to remove a small radial bearing shield is with a sewing machine needle and magnifying lens. You can carefully prying the tip of the needle into the groove near one the end of the retainer, to work the retainer out. (Be careful to cover the other end of the retainer to keep it from flying out and becoming lost, since it is under spring pressure.) Once the retainer is out, the shield can be removed, and bearings and cage will be exposed. Just reverse this process to reinstall the shield.

Races: Both races are essentially made the same way. Since they are both rings of steel, the process starts with a hard metal seamless tubing (e.g. stainless steel) of appropriate size. Automatic machines similar to lathes use cutting tools to machine the basic shape of the race, leaving all dimensions slightly larger than required. The reason for leaving them larger is that the races must be heat treated before being finished.
Rough cut stainless steel races are put into a heat treating furnace and heated for several hours at a minimum of 1550 degrees F. Then they are dipped into an oil bath to cool them and make them very hard. However, hardening also makes them extremely brittle, so the next step is to temper them. This is done by heating them in a second oven to a minimum of 300 degrees F, and then allowing them to air cool. The whole process results in races that are extremely hard and durable.
After heat treatment, the races are ready for finishing. However, the races are now too hard to cut with cutting tools, so the rest of the finishing must be done with grinding tools which are similar to those used to sharpen drill bits and cutting tools. Almost every part of the race is finished by grinding, which leaves a smooth and very accurate surface. The surfaces where the balls fit must be very round and the sides must be flat, so they are ground and then lapped with an abrasive slurry to polish the surface for several hours to get a mirror finish. At this point, the races are finished and ready for final assembly.
Cages: Cages are stamped out of thin sheet metal and are then bent into their final shape in a die. The stamped cage is usually given a short abrasive slurry wash to remove die marks and provide a polished finish.

Steel Balls: Steel balls are a little more difficult to make, even though their shape is quite simple. Surprisingly, the balls start out as a thick wire which is fed from a roll into a cutter that cuts off small pieces, and then smashes each end inward. (The process is called cold heading because the wire is not heat treated before being smashed, similar to the way nails were once made.) The bulge in the middle of the ball (from the ends of the wire), are removed in a machining process. The balls are placed between two rough grooved disks, one that rotates while the other is stationary, and friction is used to remove the bulge material.
The heat treatment process for the balls is similar to that used for races, since the same type of steel is often used in both, and it is desirable to have all parts wear at the same rate. Like the races, the balls become hard and tough after heat treating and tempering, and grinding must be used to grind the balls down so they are perfectly round and within a few ten-thousandths of an inch of their finished size. Then the balls are lapped with an abrasive lapping machine to get a polished and very accurate finished lot size. (The amount of final lapping determines how precise the finished bearing is – more on that later.)
Final Assembly: The finished race is put inside the outer race, and the balls are inserted between them. Once the balls are inserted, the races are rotated so the balls are centered and evenly distributed around the bearing and the cage is inserted to hold the balls apart from each other. (The cage actually snaps around the balls and ensures the bearing is tightly held together.) If shields will be installed, they are installed last and the finished bearing is usually coated with a light lubricant for shipping.

Quality Assurance and Control: Quality checks are usually performed on various stages throughout the bearing manufacturing process, and the number of checks is usually dependant on the precision of the bearings that is intended for a batch or run. More checks and samples will be performed throughout higher precision runs than on lower precision runs, to ensure the quality of the bearings. In addition, higher precision bearings will be more costly than lower precisions bearings, because higher precision typically involves more processes and longer run time.
For example, it is not out of the ordinary for samples to be analyzed on the material delivered by a mill, to ensure the correct alloy metal is in it. Hardness, toughness and fracture tests are often done at several stages of the heat treating process, and many inspections to insure the size and shapes of parts during fabrication can be done, to ensure precision. The surface of the balls must be extremely smooth and can't be out of round by more than 25 millionths of an inch, even for an inexpensive bearing, and high-speed precision bearings are frequently only allowed five-millionths of an inch manufacturing tolerance. Quality controls are in place to reject batches that do not meet specifications.
![]()
A look inside the Tyrnos and you can see the Shimano A-RB bearing's steel balls
Precision Bearings: There are a number of factors that influence the performance of a radial anti-friction bearing. Some of the major factors include design, construction, and cleanliness/lubrication.
The size and finish of the balls plays a major role in how much friction and vibration loss a radial ball bearing has. The more uniform and finished the balls are and better contact they have with the races, the less friction and vibration that will be generated by the bearing. This may be a little confusing to many, since one could initially think just the opposite – and that less contact with the races leads to less friction. However, because the diameter of the inner and outer races are different they will each rotate at a slightly different speed relative to the balls, and that causes the balls to partially slide (slip) on the races as they roll. So, balls that are more uniform and have better lubrication and finish, generate less friction and vibration while they slip. The net effect is that a higher precision bearing will slip easier and rotate at faster speeds, and is one of the reasons why higher precision spool bearings tend to sound a little different than lower quality bearings, when you make a cast.
The lighter the balls, cage and inner race are on a bearing, the faster the bearing will accelerate and achieve rated speed. This can be very important for reel spool bearings, since spool startup is one of the most significant factors affecting how well a reel can cast. There are two ways to reduce the weight of radial bearings. The first is to use lighter material for the balls, since they typically make-up 50 to 75% of a ball bearing's weight. The second way is to make the bearing smaller in physical size than it otherwise could have been. This may involve reducing the size of supported shafts and sockets that the bearings mount in.
Lighter spool bearings do have a downside. Since the mass of the balls has been reduced, there is a potential for increased drag losses if the bearings become fouled with debris or excess oil (lighter balls have less momentum). So, it is much more important to keep lighter spool bearings clean and properly lubricated, in order to reduce drag losses. Just try casting sometime after putting a little too much oil in a set of ceramic hybrid spool bearings. Casting distance is reduced and bearing noise increases significantly due to increased ball drag. The condition will continue until the excess oil is eventually spun off the bearings.
Ball bearings used in low speed and light load applications are usually lubricated with grease instead of oil. The use of grease tends to dramatically increase drag losses in the bearing which retards rolling. However, it also tends to dampen any backlash resulting from meshing gears and drive components, and mitigates the potential for corrosion of internal bearing components which could damage the balls. The net effect in a reel is that it tends to crank smoother and quieter than it otherwise would, and less frequent cleaning and lubrication is typically required (especially if the bearings are equipped with shields). Most reel manufacturers do not use higher precision bearings in the frame of their reels, instead opting for bearings that are greased, in order to smooth operation and reduce corrosion.
![]()
The Cardiff's steel balls are evenly spaced within the precision bearing
ABEC Ratings: Unfortunately, bearings can be misrepresented, fraudulently manufactured, or can be counterfeited just like many other things today. Given the cost and time involved in manufacturing bearings, there is a lot of temptation to get a higher price for a lower quality bearing, since a typical user would not probably notice the difference until the bearing failed.
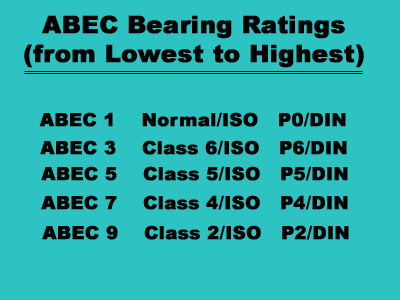
Bearing manufacturers have established standards for the quality and precision of bearings, and there are 3 internationally recognized ratings for specifying manufacturing tolerances' of bearings:
- Annular Bearing Engineering Committee or Council (ABEC) is a US organization.
- The International Standards Organization (ISO) is an international organization.
- National Standards Organization (DIN) is a German organization.
Below is a cross-reference that can be used to classify a bearing across these three standards. If a bearing is not classified as an ABEC rated bearing, it is considered to be non-precision or un-rated, and outside the precision standards.
Bearing tolerances (precision specifications) are just one of the specifications for a bearing, and other specifications include material, finish, construction, chemical resistance, tracking and angular error, max rpm, etc. All of these other specifications can also be deliberately misrepresented, and it pays to know your suppliers.
Many bearings are marked or stamped to identify them to a lot, point of manufacture, style/class, model, etc. that lends credibility to the quality of a specific bearing. Even so, markings can even be falsified and are not even required, and high-end users will often require certificates and independent assessments to validate specific requirements. However, the cost goes up very quickly when this is required, and a typical user must employ other means.
The best thing you can do to ensure the bearings you get are indeed the quality that you want is to know your manufacturer and supplier. Their reputation and reputation of the product they provide is at stake, and they will often take legal recourse against others that misrepresent product lines. Ito Engineering (e.g. ZPI), Boca, VBX and others suppliers, have built a good reputation in the bearings they provide for fishing reels and industrial uses, and they stand behind their product quality. They have the resources to ensure engineering and product lines meet specifications, and their product meets/exceeds required standards.
Cost can be another tip-off that something may not be right. If someone offers ABEC 5 or 7 bearings at non-rated bearing prices, you may be justified in suspecting that something is not right. Also, if you are paying for ABEC 5 or 7 bearings, the seller should be able to stand behind their bearings, and provide reference or some type of traceability to the standard that shows compliance or authenticity, when asked. They should at least be familiar with the standard and be able to discuss how it relates to the bearings that they supply.
It is difficult to measure any reel bearing to determine if it meets a precision standard. As previously discussed, most component measurements can not be taken after bearing assembly, and the extremely precise measurement tools, number of measurements, and skills required to do so are usually outside the means of a normal person. However, if you are really interested, you can do a search on Google for ABEC, and will find links to the standard. You will see that precision bearings in sizes for fishing reels usually involve measurements to less than 1 thousandth of an inch.
The original ABEC Standard does not even list requirements for ABEC 9 bearings. ABEC 9 was originally developed for NASA and the US Dept of Defense. ABEC 9 bearings are prohibitively expensive, in limited supply, and finding a supplier that can certify compliance involves considerable effort. Yet, ABEC 9 bearings currently seem to be the most misrepresented or fraudulent bearing rating, since true ABEC 9 bearings command a higher price.
Upgrading Bearings: Reel bearings can be upgraded to ABEC rated bearings in order to improve performance. However, since most frame bearings operate at light loads and lower speeds, the amount of performance improvement from upgrading these bearings may not be even be noticeable or could be disappointing (in light of the cost) . This is especially true, since most frame bearings are greased, as previously described.
A noticeable improvement in casting performance can be obtained by upgrading the spool bearings to either ABEC 5 or ABEC 7 ceramic hybrid bearings. The lighter weight, increased hardness, and smoother finish of the ceramic components will provide faster spool startup and higher sustained spool speeds.
Conclusion: Bearing 101 has just begun and there's plenty more to learn about bearing design, operation, and their impact on reel performance. There will be more information on ceramic bearings in the next installment of this article, and I will also go into lubrication, bearing corrosion and other related topics. So study up and until then...class dismissed.