Hybridized Garrett Boca Bearings Turbine - Part 3
Hybridized Garrett Boca Bearings Turbine - Part 3
Dec 13, 2017
Kurtis Rodriques
I have been extremely busy in the workshop recently and trying to make more progress on the turbine has slowed down a bit since most of the turbine unit is disassembled. The last part of disassembly of the turbine deals mainly with the CHRA and removing the journal bearings completely. Tools necessary for the task:
1. Small snap ring pliers
2. Patience

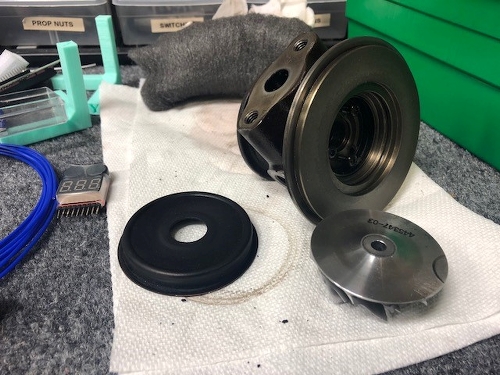
For the most part, the turbine shaft and all spinning components have been removed from the CHRA. Now is the time to remove the “bearings” that are within the housings. First, I located all of the snap rings that held the bearings in place and removed them with too small electrical scalpels. Side note, this is most definitely not the correct tool but it was what I had at the moment and I could not wait. The proper tool for removing the snap rings are small snap ring pliers. When the snap rings are removed the bearings will simply slide out and if not a little ‘jimmy-ing’ will do the trick to getting them out. Once the bearings were removed, I dunked the compressor, wheel turbine shaft and CHRA into the hot tank to remove old oil and dirt that has been on the unit for 30 years or so. I’m sure that by now most of you have notice that they aren’t bearings really bearings, but more like brass bushings that spin.

With that being said, this brings us back to my first post where I talked about friction coefficients, and efficiencies. This turbine exceeds 100k rpm when in use as well as seeing temperatures of 400 degrees Fahrenheit or more. These factors have a huge impact on these small brass ‘bearings’. As most of us know, when a metal is exposed to heat it tends to have slightly different properties and tolerances (usually expansion occurs). When this brass journal bearing is exposed to heat and radial motion the bearing wants to expand, and this relatively is not a good thing since it has the chance to expand too much and this will cause the turbine unit to cease up and stop moving. This failure point will then cause other problems to the motor it is attached to. From the manufacturer they route coolant and oil lines into the CHRA to help reduce the friction between the bearings and the housing and to keep the temperatures lower. As previously stated this creates new failure points for a turbine.
With the complete tear down being finished, I can do the rebuild with “new” technology. Let’s start with the new bearing replacements:
Name: GRW D688/602C
ABEC: #7
Bore diameter: 8mm
Outer Diameter: 16 mm
These are just the general specifications of the new GRW bearing. I have provided a link for the full data sheet of the bearing itself for further details. Besides the physical attributes of the new bearing, it can meet the requirement 180k rpm WITH ONLY GREASE, and the bearing can withstand 440 degrees Fahrenheit. This resultantly means that the bearings do not need oil for lubrication. This bearing is a perfect candidate for the job since it exceeds the rpm and temperature that the turbine can produce in max conditions. I can dive deeper into the reasons, math, and material science to explain how such a bearing is capable of this astounding accomplishment; but a simple answer to explain it all is ceramic material. This GRW bearing also does not have an inner race either! The removal of the inner race allows the bearing to exceed higher rpms! You may ask why and how this allows it to spin faster. Yet again the answer is simple, no inner race allows for the balls to spin more freely and the that’s one less object to spin! Such a simple idea that allows for a huge success in performance.
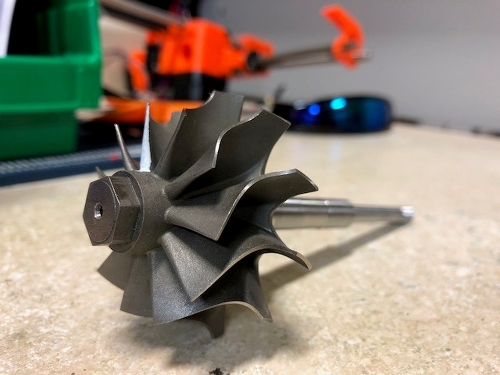
Oh and one last bit of information, as stated in the previous post I broke the old turbine shaft and resultantly I bought a new OEM one from online that shipped from Australia (took long enough to get here). So now that I got the shaft and the housing completely disassembled, I can now make a trip the machine shop to have a few mm shaved off the shaft and the inside of the housing.

Data Sheet:
https://www.bocabearings.com/Files/Images/drawings/D688-602C.pdf